
仕口とは (shikuchi・shiguchi)
まず聞き慣れない言葉だと思いますが「仕口」について説明します。
読み方は「しくち」だったり、人によっては「しぐち」と濁って発音される方もいらっしゃると思いますが、どちらも同じことを指します。
「仕口」とは二つ以上の材木を組み合わせて「接合」することを言います。
簡単に言うと「木組」とも言えると思います。
釘や金物を使わずに木材どうしを組み合わせる「技」(ワザ)ですね。
直角方向に組み合わせることがほとんどですが、時には角度を付けた接合方法の総称と言えると思います。
木工の世界では、よく似た表現に「継手」(ツギテ)がありますが、こちらは2本の材木を長手方向に継ぎ合わせることを指す言葉です。
簡単に言うと「長さを足す」ものと言えます。
どちらも木材どうしの接合を意味しますが、この様な違いがあるものです。
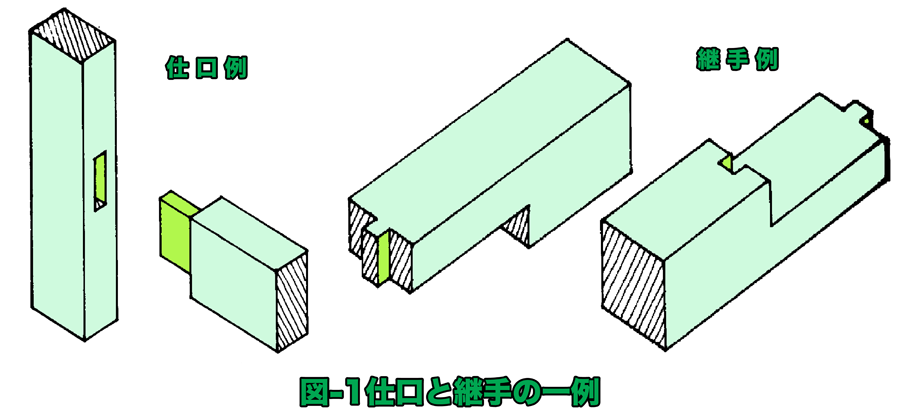
図-1をご覧ください。
左の図が「仕口」の一例で右の図が「継手」の一例となります。
その違いが分かっていただけると思います。
基本的な仕口について
最も分かり易い「仕口」の例として「四方胴付き」ホゾ(「両肩付き」平ホゾとも言います)のオス・メスについて解説します。
その前にですが「ホゾ」と言うのは基本的に突起のある方を指します。
ですから、本来は「ホゾ」と「ホゾ穴」とオス・メスの区別を表記するのが正しいと思われますが、この後は便宜上、ホゾオス・ホゾメスとか表記が混在しますのでご了承ください。
さて、「四方胴付き」ホゾですが、先ほどの図-1の左側がその例となります。
これ以上簡単には出来ないほどの構造ですが、実際はそんなに単純なものではありません。
まぁ、単純なものほど奥が深いのは「この世の常」ですが、このホゾ加工についても、留意すべき点があり、その幾つかを紹介したいと思います。
ホゾ加工の注意点
ホゾを効かせるところは?
ホゾを効かせるトコロはどこかと言いますと、実はホゾの縦と横では効かせ方(アタリの強弱)を変えるべきだと爺は考えています。
場合にもよりますが、縦横四方すべての「アタリ強さ」が同じで無い方が良いと考えます。
玄能などで打ち込まなくてもスルスルと入ってしまうホゾは論外ですが、だからと言ってものすごく大きな「打ち込みチカラ」が無いと入らない様なホゾでは、接着剤(木工ボンドなど)を入れると組み上がらない場合もあるかも知れません。
結論を言いますと、ホゾの縦方向(bとi)は、ある程度キツく当たり、横(幅)方向(aとh)は丁度の寸法で入るのが理想的です。
ただ、これは感覚の話ですので、実践でその感覚を養うべきです。
その様な意識を持って加工に臨んでください。
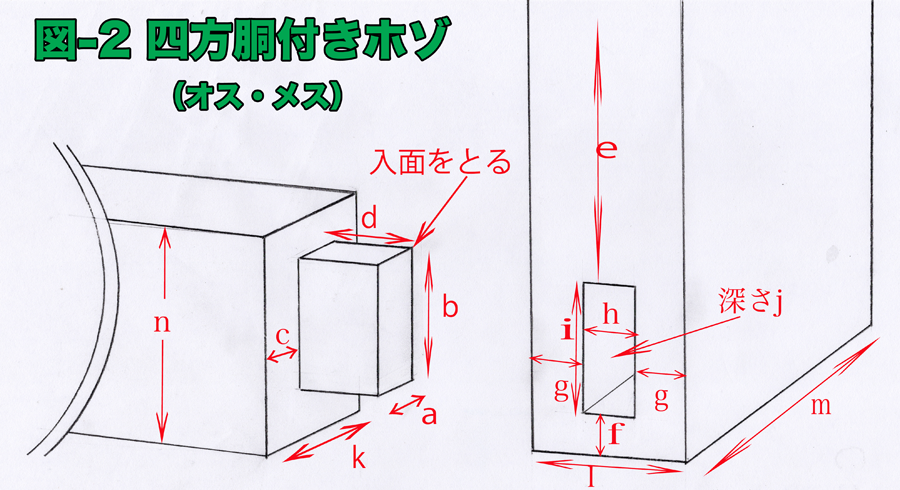
図-2で言いますと
縦方向は僅かに オス側b>メス側i となり、
横方向はほとんど オス側a≒メス側h と言うことです。
繰り返しになりますが、これは微妙な感覚の事ですので文章や図で表現するのは困難ですが、言っている意味は理解いただけると思います。
ホゾ穴の木口(こぐち)からの寸法について
図-2のメス側、eとfでは木口からホゾ穴までの寸法が違う事に気づかれると思います。
問題になるのはfの様に木口からの寸法に余裕が無い場合です。
[1. ホゾを効かせるところは?]で説明した様にホゾは縦方向で効かすものです。
一方で木材の木口は木端(こば)と比べ、脆い性質があります。
あまりに木口に近い場所のホゾ穴ではメス側の木口がポロリと欠け落ちる可能性があります。
ホゾの縦方向での「効かせ度合い」にもよりますが、この事に対する配慮を忘れてはいけません。
ホゾ寸法の考え方について
ホゾ加工をする時は、「ホゾ幅aとホゾ穴幅h」「ホゾ縦長さbとホゾ穴縦長さi」「ホゾ深dとホゾ穴深j」を決める必要があります。
[1. ホゾを効かせるところは?]で説明した通り「aとh」「bとi」は微妙に等しくないのですが、実は「ホゾ深dとホゾ穴深j」も微妙に異なります。
おおよその寸法は決めた上で、まずは「ホゾ幅aとホゾ穴幅h」ですが、ホゾ穴加工から始めると良いでしょう。
特に「ホゾ幅aとホゾ穴幅h」ですが、ホゾメス桟幅のそれぞれ1/3が基本となります。
ですから、図-2のg+h+g=l で 尚且つg=hあるいは g≒h となるのが基本です。
見た目的にも力学的にも自然で正当だと思われませんか?
もう一つ付け加えるならば、「ホゾ穴幅h」の加工は鑿(ノミ)もしくは角鑿機(カクノミキ)を使うと思います。
鑿(ノミ)で加工(穴掘り)をする場合は「ホゾ穴幅h」は3㎜の倍数で設計しておくと加工し易く便利です。
理由は鑿(ノミ)の幅寸法がそうなっているからです。
鑿(ノミ)幅と加工幅が同じであれば、効率の良い仕事ができます。
過去記事「鑿(のみ)について」を参照していただけると理解しやすいと思います。
角鑿機(カクノミキ)を使っての加工の場合は、角鑿機(カクノミキ)のビット寸法が「9.○㎜」とか「12.○㎜」とかになっているものが多くあり、この場合は材料の種類にもよりますが、一般的にはホゾ幅aは9㎜とか12㎜とかで各々仕上げておけば、大体はうまくいく様になっていると思われますが、先に「ホゾ穴」を開けておいて、それに合う「ホゾ」を加工することが、順番としては正しいと思います。
最後に「ホゾ深dとホゾ穴深j」ですが、爺の場合大抵は、「ホゾ深d」はホゾメス桟の幅mの2/3〜3/4程度を基本としています。
通しホゾなど一部例外は勿論ありますが、ひとつの基準として覚えていてもいいかと思います。
さて、実際のホゾ穴深さですが、「ホゾ深dとホゾ穴深j」についても ホゾ深d≠ホゾ穴深j と言えます。
実際には「ホゾ深d」よりも「ホゾ穴深j」の方が1㎜ほど深くなる様に加工しています。(j=d+1㎜程度 ですね)
この僅かの余裕があることで、万一加工クズが底にへばりついていても、あるいは接着剤(木工用ボンドなど)が余ったりしても逃げの部分があることで、「ホゾ桟」と「ホゾ穴桟」のくっつきが良くなります。
木工をする上で、この様な場合や将来的な材の反りや変形を見越して「逃げ」を作っておくことは大変重要な要素のひとつです。
ホゾ先に入面(イリメン)を取ること
ホゾ加工(いわゆるオス・メス加工…仕口加工と言うことですが)キチンと組み上がるためにもオス側が正しく位置に入り易くしておく必要があります。
スムーズに枘組(ホゾグミ)ができる様にするためには、オス側に入り面(イリメン)取りをしておく必要があります。
特に複雑な構造である時や、多くの桟を一度に組み上げる必要がある場合には必須となります。
このことは、普段から習慣にしておいて欲しいものです。
Let’s try!
本日の1本 010 最強のふたり
過去記事「木ねじを知ろう!」 で、紹介し損ねた映画です。
全身麻痺の大富豪を介護することになった貧乏青年が、かけ離れた境遇や人種・身分の差を超越し、無敵のパートナーとして「ピタリ」と息の合った関係を構築してゆく、フランスの実話をもとにした映画です。
ホゾ加工もこんなふうに「ピタリ」と決めたいものですね。
原 題: Intouchables
邦 題 :最強のふたり
配 給 :フランス:ゴーモン
公 開 :フランス:2011年11月2日 日本:2012年9月1日
主な俳優 :フランソワ・クリュゼ、オマール・シー、アンヌ・ル・ニ
コメント