突然、ベンチ(スツール)の需要が発生!
12月に入った或る日、「さわらび婆」から突然「ベンチ」を作って欲しいとの依頼がありました。
年末年始には、神奈川から次男夫婦と外孫3人が一度に帰省するだけでは無く、日によっては長女夫婦や我が家の家族3人、合計10人が同時に食事する機会があるとのことでした。
ついては、次男一家がやってくる予定の12月28日の夜までが納期となった次第です。
さわらび婆のミッション(?)を要約すると、
1. 台所にあるテーブルに10人が一度に集えるように、個別の椅子では無く、ベンチ(スツール:背板の無い腰掛け椅子)をもう一つ作って欲しい。
(すでにベンチ(スツール)はひとつあるので、もう一つあればベンチに3人ずつ合計6人掛け、個別の椅子に4人が座るという計算でした。)
2. 納期は12月28日で、3人掛けのできるもの。
3. 匂いが残るので、仕上げはオイルフィニュッシュでは無く、ウレタン塗装にして欲しい。
4. 着色せずに、自然な仕上がりのもの。
ということでありました。
爺にもそれなりの年末予定があったのですが、時間のやり繰りをすれば、時間も取れるだろうと算段をし、OKをしたのでした。
デザインと材料について

図-1
概ねのデザインについては時間の制約もあることから、これまでに作った経験のあるものを参考に作ることにしました。
併せて古材利用のため、寸法の方を材料に合わせる事としました。
図-1が概ねのデザインと寸法になります。
工房の片隅にかつてはテーブルの天板であったと思われる着色をしたタモ材の古材板がありました。
幅が65㎜、厚みが40㎜の桟を「イモ接ぎ」したと思われる古材です。
一応、簡易金属探知機を当ててみましたが、木ネジなど金属反応が無かったので、そのまま使うことにしました。
古材を加工する時には、材木の中に釘や木ネジなどの金属類が隠れていないことが大変重要になります。
知らずに加工を進め、高価な刃物をダメにしてしまうことがあるからです。
また、「イモ接ぎ」ですので、後々に剥がれてくる心配も有りますが、その時はその時で対応することともしました。
寸法のバランスも材料の制約から仕方ないものもあり目安程度に考えてください。(自分で作る時には、厚みなど精査してください)
各部品の寸法
・ 座板 33(厚)×320(幅)×1.400(長) 1枚
・ 貫板 38(厚)×135(幅)×1.220(長)(+25+25のホゾ含む) 1枚
・ 脚板 38(厚)×380(幅)×410(長)(+25上、+15下のホゾ含む) 2枚
・ 擦り桟 27(厚)×62(幅)×420(長) 2本
上記寸法となるように、古材からそれぞれの部品を削り直し、接ぎ合わせなどを行い、必要な寸法で切断をしました。
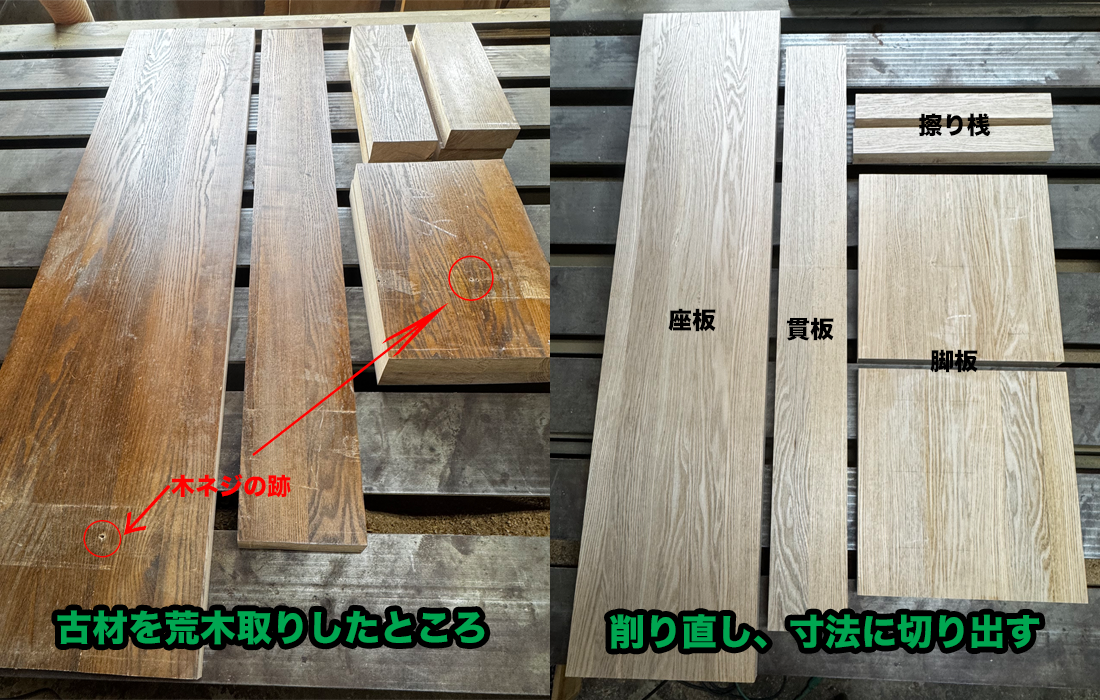
図-2
図-2がその様子です。
無垢材の利点の一つに「再加工」がしやすい事が挙げられます。
今回もそのことを強く感じました。
鉋をかけ直しただけで、新品材料の如く光輝く様は、本当に素晴らしく思われます。
一部に「木ネジ跡」などありましたが、ほとんど気になりませんし、場合によってはデザインで隠すことも可能でしょう。
今回はできるだけ目立たない様に座板の裏側に用いるとか、脚板の内側にするとかの工夫をしました。
この様に無垢材でのモノづくりは、再生加工の観点からも、とてもエコロジーです。
この事は多くの方々に知っていただきたいと思います。
加工の要について
今回のベンチ製作では、「脚板の加工」と「貫板の位置と座板との関係」が要になると思います。
座板・擦り桟や貫板については、工程の順番さえ間違わなければ、比較的容易な加工になるのではないでしょうか。
思いと多少加工寸法が違ったとしても、内から外へと加工していくことで加工ミスをカバーすることが出来ることがあります。
そのような観点から、今回は貫板の加工を最初に行います。
それでは順番に加工していきましょう。
貫板の加工
貫板は 38(厚)×135(幅)×1.220(長)(+25+25のホゾ含む) 1枚を寸法通りに仕上げます。
両端には単純な四方胴付きのホゾ加工を行います。
この構造のベンチでは、座板の長手方向にぐらつき易いので、本当なら通しホゾにして、更に「かんぬき止め」を施すのが1番だとは思います。
今回は普通のホゾ加工としました。
但し、ひとつ大きな工夫をしました。
それは貫の位置です。

図-3
図-3左をご覧ください。
今回のベンチでは、座板の長さが1.400㎜で座板厚が33㎜となっています。
実際に 、この厚みの板を両端で支え、真ん中に座ってみれば分かりますが、80kg程度の爺が座っても、中央部は沈み、ダレてしまいます。
貫板の幅で座板を支えることで、それを防ぎたいと考えました。
脚板のホゾ(胴付き部分)に5㎜ 貫をはみ出すように脚板に貫のホゾ穴を掘りこみます。
座板に貫板が大入れで深さ5㎜ 収まるということです。
収まりが図-3の右側になります。
イメージが湧いたでしょうか?
この様にひと工夫することで、より頑丈で壊れにくい構造となることも学べると思います。
脚板の加工
次に脚板の加工をします。
脚板の外形を知るためにベニヤ板で(今回は6㎜厚のシナベニヤ)正確な「型」を作り、脚板の裏表とも鉛筆などで外形の墨線を入れておきましょう。
これで上下の間違いは起こさなくなります。
脚板は上部と下部にオスのホゾ加工と貫板の入るホゾ穴の加工があります。
外形が四角形のうちの方が加工し易いので、まず上部と下部にオスのホゾ加工をします。
同じものが2枚必要となるので、繰り返し作業で進めます。
次に貫板の入るホゾ穴を開けます。
図-3にあるように、貫板が脚板より5㎜上へ飛び出すようにホゾ穴を開ける必要があります。
穴位置の墨線を入れた後で、チャンとそうなっているか、実物を当てて確認してください。
正確な墨線が入ったらルーターなどでホゾ穴を掘りましょう。
上部と下部にオスのホゾ加工、そして貫板の入るホゾ穴の加工が終わると、いよいよ脚板の外形加工になります。
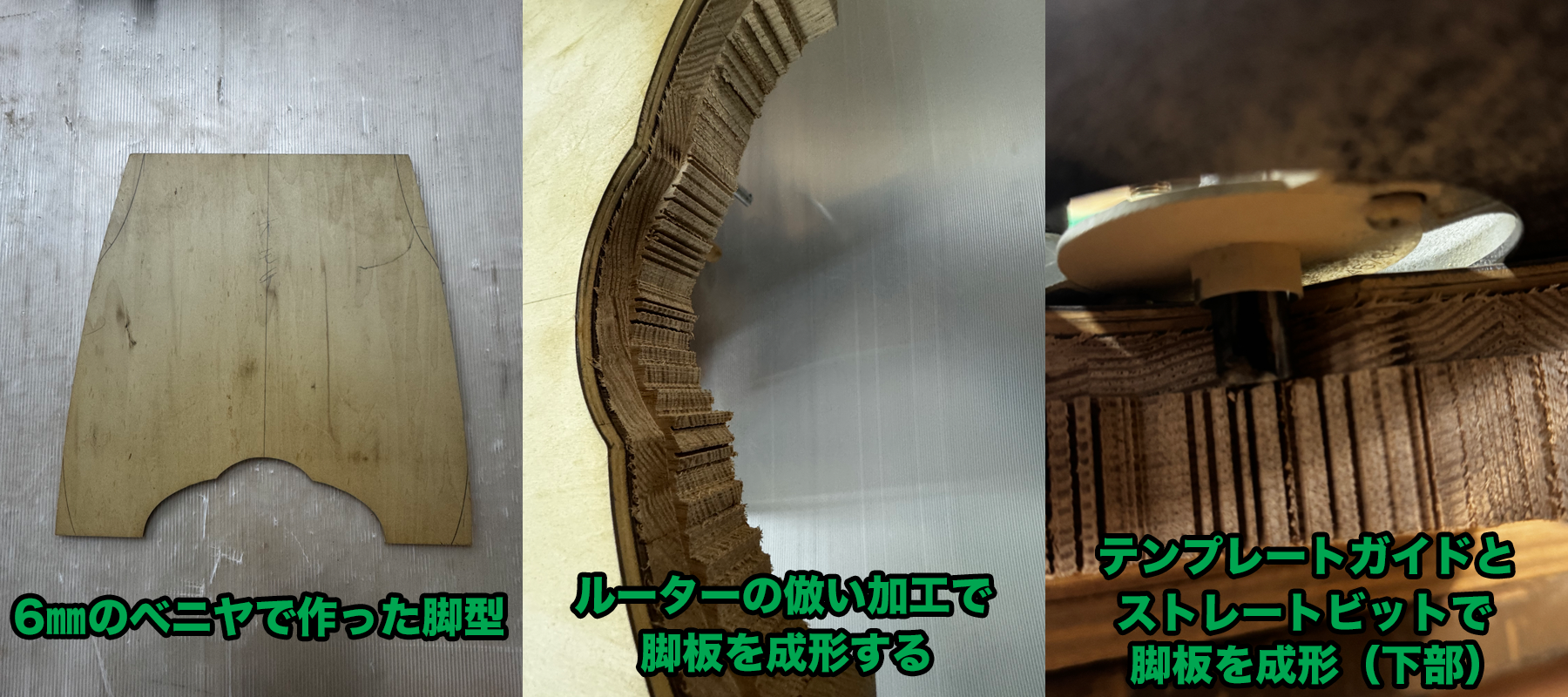
図-4
今回のベンチで、直線・直角で無いのは、この脚板の外形だけです。
つまり、ここの出来不出来が見た目に大きく関わってくる部分となります。
図-4にあるように、外形を墨線ギリギリまで切り取り、ハンディルーターの倣い機能を使い、美しく仕上げます。
爺はストレートビットが直径15㎜で、テンプレートガイドの外径が18㎜を使っているので、(18-15)/2=1.5)墨線(ベニヤ型)よりも1.5㎜大きめの成形となります。
ここまで順調に仕上がったでしょうか?
座板の加工
座板加工は、まず予定寸法にしっかりと出来ているか確認します。
次にここまで加工の済んだ「貫板」と「脚板」を仮組してみます。
図面通りに脚板の上部のホゾ(オス)の位置と大きさに仕上がっているかを確認し、座板に墨線を入れます。
墨線通りにホゾ穴を掘り、仮組した脚板と貫板を合わせてみます。
構造上、貫板が座板にあたり脚板が5㎜浮いた状態になるはずです。
そこで、現物合わせですが、貫板の大入れ用の墨線を入れましょう。
深さは5㎜です。
脚板用のホゾ穴と貫板の飲み込み分の5㎜深の穴をあければ、あとは座板の成形です。
座板は四隅を正円形に丸くする方法や放射線状に丸める方法などがあります。
今回、爺は長手方向に大きめで短辺方向に小さめの漸近線状の角取りをしてみました。
これは自身の好みでいいと思います。
擦り桟の加工
擦り桟には、脚板のホゾ(オス)に対応するホゾ穴を加工します。
墨入れをして、実際にあててみて、間違いがないかを確認してホゾ穴をあけます。
穴あけが済んだら、実際に仮組をして確認作業をしましょう。
このことは全ての仕口で行う習慣にしましょう。
擦り桟については特に注意することがあります。
家具の、床に直接触れ合う面は大きく取る習慣にしておきましょう。
丸面(ボウズ面)でも、特に角面であれば、自分で思う以上に大きな面取りをお勧めします。
椅子やベンチなど床の上で動かして使うことが前提の家具は特に大きく面取りしておきましょう。
各部の仕上げで注意すること
① 成形
② 面取り
③ ペーパー仕上げ
④ 塗装など
「貫板」
・ 座板に飲み込む上面は「入り面」を取っておきます。
・ 下面は足があたっても痛くない様に大きめのボウズ面を取っておくといいと思います。
「脚板」
・ 座板と合わさる上部と擦り桟に合わさる下部の角をサンドペーパーで丸くしてしまわない様にしましょう。(角が丸くなると隙間が出来てしまいピタっとくっつきません。)
・ 逆に、下方の曲面部分は木口ですので、しっかりとサンダー掛けして綺麗に仕上げましょう。(爺は甲丸面で仕上げました。両サイドの曲面も同様です。)
「座板」
・ 座板は直接身体に触れる部分です。(従って、サンドペーパー掛けは、焦らずに、少しずつ番手を上げていきましょう。)
・ 四隅の角処理は先に述べた通りですが、上記の理由により優しいボウズ面を取ることをお勧めします。特に裏側が盲点になりがちですが、手を抜かずに丁寧な仕上げを心がけましょう。
「擦り桟」
・ 擦り桟は直接床と接することや足にも接する場所になりますので上述の通り面取りには一層の気配りをしましょう。
・ 今回はベンチですので、床の上を移動することも前提です。そこで、フェルトを貼っておくと床に傷も付かず、動きも滑らかになります。DIYショップなどで片面に接着剤が付いているフェルトが売っていますので、忘れずに取り付けてください。(下図右側参照)

図-5
どうでしょうか?
思った通りに完成できたでしょうか?
うまくいかなかったとしたら、どこかにその原因があります。
出来ないことが多いほど、伸び代が大きいとも言えます。
年末を迎え、気忙しく「一機阿世」に本記事を書き上げました。
そのため、肝心な説明が抜けているかもしれません。
疑問点や取り扱って欲しい要望などあれば、遠慮なさらずにヘッダーにある「お問い合わせ」よりリクエスト願います。
お応え出来るものについては、対応させていただきます。
それでは、良いお年をお迎えください。
来年も宜しくお願いいたします。
Let’s try!
コメント